Laser Welding Technology for Cardiac Pacemakers
It's successful that use laser welding machine on the implanted pacemaker for seam welding. This passage describes the laser welding machine structure and selection of welding technology parameters.
With the development of medical technology, in recent years, the demand for implanted heart pacemakers is growing.
In order to develop this product, ATO actively cooperates with relevant enterprises to apply laser machining technology to the heart pacemaker industry. After more than one year repeated experiments, finally solved the implant type pacemaker shell sealing welding technology, meet the extremely strict quality requirements of the cardiac pacemakers' production.
1. Laser processing system principle
The general diagram of ATO laser welding system as shown in the pic.1.
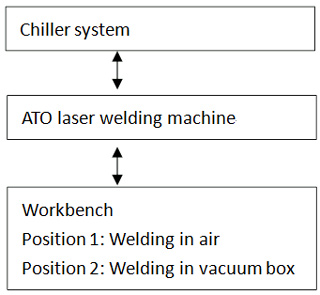
Pic.1 The general diagram of laser welding system
2. Laser welding position and requirements
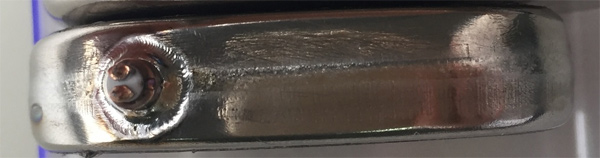
2.1 The upper and lower shell encapsulated welding of cardiac pacemaker, the welding appearance is smooth, white and bright, and welding strength is good, as shown in Pic.2.
2.2 In vacuum condition, laser weld and ensure the outlet hole smooth, white and bright, as shown in Pic.3.
 Pic.2 The upper and lower shell encapsulated welding of cardiac pacemaker
Pic.2 The upper and lower shell encapsulated welding of cardiac pacemaker
Pic.3 In vacuum condition, laser weld and ensure the outlet hole smooth, white and bright
3. Laser welding technology of Cardiac pacemaker
Welding quality is a very important and complex technological problem that needs to go through a lot of experiments to get the appropriate parameters. For cardiac pacemakers, the thickness of the material and the welding method are determined, so the main factors affecting the welding quality are the parameters associated with the laser itself. That is, pulse energy, pulse width, focus position. Adjust these parameters can improve the tensile strength of solder joints to ensure the integrity of the structure, while welding speed, solder spacing are varying degrees affect the welding quality. In addition, the plasma generated on the surface of the titanium alloy need absorb most of the laser energy, resulting in only a small part of the laser energy or no laser energy work with the workpiece. Therefore, gas protection must be adopted when welding. On the one hand as far as possible to prevent the generation of plasma, on the other hand blowing away the plasma produced on the titanium alloy surface during welding.
Material: Titanium alloy
Thickness: about 0.3mm
The protective gas when welding: Helium
3.1 The upper and lower shell encapsulated welding of implanted pacemakers, and the welding laser parameters is about 4-8J. The welding fixture is shown in Pic.4.
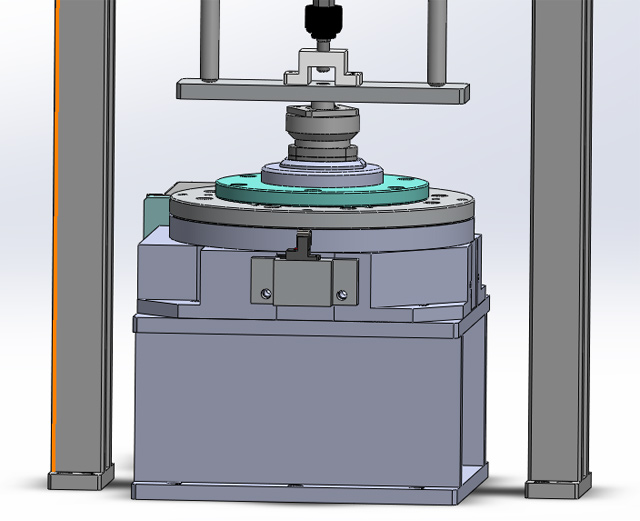 Pic.4 The welding fixture
Pic.4 The welding fixture
3.2 In vacuum condition, the laser is trim in outlet hole. Through the vacuum pump out of the air inside the vacuum box the pacemaker, and filled with helium in the vacuum box for laser welding. The opening vacuum box, as shown in Pic.5.
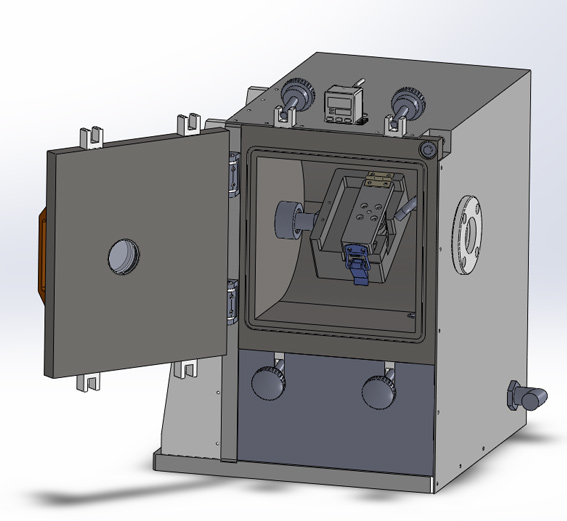 Pic.5 The opening vacuum box
Pic.5 The opening vacuum box
4. The semi-automated laser welding system is compatible with multiple models of pacemakers, as shown in Pic.6.
ATO laser welding machine parameters can be flexibly set to meet the different welding speed, welding thickness, welding methods.
Replacement fixtures are compatible with different styles of pacemakers to meet the requirements of product replacement.
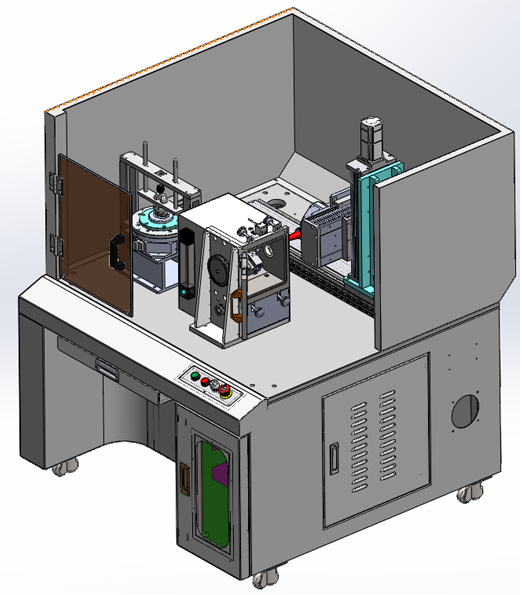 Pic.6 Cardiac pacemaker laser welding workbench
Pic.6 Cardiac pacemaker laser welding workbench
