What is a Lobe Pump Used for?
A lobe pump (or rotary lobe pump) is widely utilized across a variety of industries, including pulp and paper, chemical, food, beverage, pharmaceutical, and biotechnology. They are characterised by their ability to pump viscous, solids-laden, and sensitive media evenly and without pulsation.
In the following paragraphs, we will describe lobe pumps in detail:
- What Is a Lobe Pump
- How the Lobe Pump Works
- Which Applications are Typical for a Lobe Pump
- What Type of Fluid or Material Do You Need to Pump
- Why Lobe Pumps Are Used in So Many Applications
- How to Choose the Right Lobe Pump for Your Application
- Frequently Asked Questions
What Is a Lobe Pump
A lobe pump is a highly versatile, positive-displacement pump engineered for the efficient and gentle transfer of high-viscosity fluids, sludges, and shear-sensitive media. This is accomplished using rotors or "lobes" that rotate within the pump casing, creating spaces for the liquid to enter. As the lobes continue to rotate, the liquid is trapped and forced out through the discharge port, thus facilitating a continuous flow. Their robust design and ability to pump high volumes at low pressure make them a preferred choice for many complex pumping requirements.
To begin with, the basic components of lobe pumps can be highlighted. They include:
- Rotors (lobes): The part of the lobe pump responsible for the suction and discharge. Typically, 316 or 316L stainless steel is non-galling stainless steel.
- Casing (rotor case): This is the outer wrap of the lobe structure, meant to support pressure.
- Timing gears: External helical gears that drive both rotor shafts in exact phase.
- Drive Mechanism: This is an electric motor that has a driving mechanical action on the lobes. It deals with seals and bearings, which prevent loss of fluid and leakage, respectively.
How the Lobe Pump Works
The reason why the lobe pump is highly favored across the food, pharmaceutical, and chemical industries is that—unlike standard centrifugal pumps that rely on high-speed rotation to "fling" liquid out—the lobed pump utilizes a highly gentle, friction-free "trap and push" mechanism to transfer materials.
Below is a detailed breakdown of the core working principle of a rotary lobe pump:
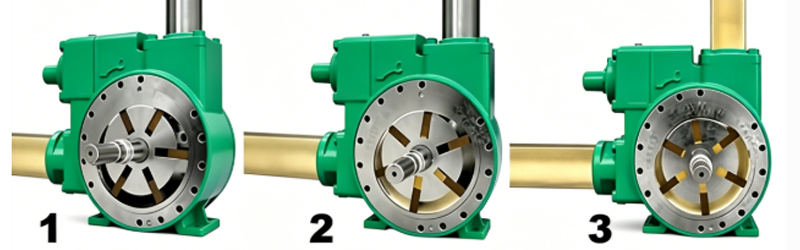
- Suction Phase
As the lobes come out of the mesh, they create expanding volume on the inlet side of the lobe pump. Liquid flows into the cavity and is trapped by the lobes as they rotate.
- Transport Phase
Liquid travels around the interior of the casing in the pockets between the lobes and the casing -- it does not pass between the lobes.
- Discharge Phase
Finally, the meshing of the lobes forces liquid through the outlet port under pressure.
Which Applications Are Typical for a Lobe Pump

Lobe pumps are widely used in industries that require gentle, hygienic, and reliable transfer of viscous or shear-sensitive fluids. Their positive displacement design allows them to handle liquids containing solids while maintaining product structure, making the lobe pump a preferred choice in food, beverage, pharmaceutical, cosmetic, and wastewater applications.
Dairy Processing
- Used in yogurt, cream cheese, curd, and dairy blend transfer lines.
- Commonly installed in major dairy plants for filling and piping systems.
- Gentle pumping action helps preserve curd structure and fruit pieces in yogurt products.
- Suitable for hygienic processing where product integrity is critical.
Brewing and Beverage
- Used for wort transfer in brewing systems.
- Applied in yeast harvesting and fermentation-related processes.
- Helps reduce shear damage to yeast cells, maintaining fermentation performance.
- Supports stable and consistent flow in craft beer production systems.
Pharmaceutical Manufacturing
- Used for creams, ointments, gels, and suspension formulations
- Integrated into tablet coating, filling, and dosing production lines
- Supports CIP (Clean-in-Place) and SIP (Sterilize-in-Place) processes
- Ensures hygienic, contamination-free transfer of sensitive formulations
Food Processing
- Handles high-viscosity products such as tomato paste, chocolate, peanut butter, mayonnaise, and sauces.
- Suitable for emulsions that must maintain stability during transfer.
- Capable of handling viscosities above 50,000 cP without product separation.
- Provides consistent flow for filling and processing lines.
Wastewater and Sludge Treatment
- Used in primary sludge, screening residue, and wastewater solids transfer.
- Handles fibrous materials and abrasive media effectively.
- Suitable for sludge with high solid content (up to 8–10%).
- Preferred in applications where progressive cavity pumps may clog.
Cosmetics and Personal Care
- Used in shampoo, conditioner, lotion, and cream production lines.
- Handles a viscosity range typically between 500 and 20,000 cP.
- Reduces foaming during transfer and filling processes.
- Maintains stable product consistency in cosmetic manufacturing systems.
What Type of Fluid or Material Do You Need to Pump
Lobe pumps are designed to handle a wide range of fluids or materials, especially those that are viscous, shear-sensitive, or contain solid particles.
Below is a simple table of common fluid types and why lobe pumps are used for each one.
| Fluid / Material type | Typical Examples | Why |
| High-viscosity fluids | Chocolate, honey, peanut butter, resins | Provides consistent displacement without flow loss |
| Shear-sensitive fluids | Yogurt, cream, emulsions | Gentle pumping minimizes product damage |
| Solid-containing fluids | Fruit pulp, sludge, slurry | Large clearances reduce clogging risk |
| Emulsions | Mayonnaise, cosmetic creams | Prevents phase separation during transfer |
| Non-Newtonian fluids | Paints, Slurries, adhesives, gels | Handles variable flow behavior smoothly |
| Hygienic process fluids | Syrups, milk, pharmaceutical liquids | Supports sanitary design and CIP/SIP cleaning |
Why Lobe Pumps Are Used in So Many Applications
Lobe pumps are widely adopted across different industries because they combine operational flexibility, stable performance, and product-friendly handling. Their design allows the lobe pump to adapt to a wide range of process conditions without significant changes in configuration, making the lobe pump a reliable solution for both hygienic and industrial systems.
Lobe pumps perform well in processes that involve:
High Process Flexibility
- Variable viscosity levels
- Fluctuating inlet conditions
- Continuous or intermittent operation
Stable Flow Output
- Constant flow output independent of discharge pressure
- High dosing accuracy in process systems
- Reliable performance in long-duration operation
Gentle Product Handling
- Fluid structure must remain stable
- Phase consistency needs to be maintained
- Sensitive formulations must avoid degradation
Strong Solids Handling Capability
- Reduced clogging risk
- Ability to pass irregular particles
- Stable operation in mixed-phase fluids
Simple and Reliable Design
- Fewer wear-sensitive components
- Stable long-term operation
- Lower risk of mechanical failure
How to Choose the Right Lobe Pump for Your Application
Building on the advantages of lobe pumps—stable flow, gentle handling, and versatility—selecting the right lobe pump ensures optimal performance and long service life. Consider both fluid properties and system conditions when evaluating the following key factors:
Fluid Characteristics (Viscosity & Solids)
- Viscosity Behavior: Lobe pumps handle viscous fluids exceptionally well. You must determine the fluid's viscosity at both startup and maximum operating temperatures.
- Solid Content: Measure the maximum particle size and concentration. Ensure the lobe pump's internal clearances are wide enough to pass suspended solids (like fruit pieces or sludges) without crushing them.
- Shear Sensitivity: For delicate fluids (e.g., cream, polymers, biological cultures), select a larger displacement Lobe pumps running at lower RPMs to maintain a low-shear, gentle transfer.
Hydraulic Requirements (Flow & Pressure)
- Flow Rate (Capacity): Define your required output in gallons per minute (GPM) or cubic meters per hour (m3/h).
- Differential Pressure: High discharge pressures increase internal fluid "slip" (leakage back to the suction side), especially with low-viscosity fluids. Adjust lobe pump speeds or internal clearance configurations accordingly.
Application Constraints (Speed Adjustments)
- Low-Viscosity Fluids (< 100 cSt): Run the lobe pump at higher speeds or select tight-clearance rotors to combat internal slip.
- High-Viscosity Fluids (> 10,000 cSt): To prevent cavitation and motor strain, derate (lower) the lobe pump speed—often by 25% to 50%—and scale up the pump size.
Compliance & Material Compatibility
- Hygienic Standards: Food, beverage, and pharmaceutical applications require 3-A, FDA, or EHEDG certified models made of 316L stainless steel that support CIP/SIP (Clean/Sterilize-in-Place) protocols.
- Chemical Compatibility: For aggressive or abrasive industrial fluids, ensure the lobe pump casing and elastomer lobe coatings (such as EPDM, NBR, or Viton) are chemically resistant to the medium.
Pro tip: Operating environments, fluid characteristics, and processing speeds vary wildly across industries. ATO.com provides Power 1/3/4/5.5/10/15/18.5/30/45 kW rotary lobe pump for you.
If your application involves extreme viscosities, abrasive slurries, or volatile environments (requiring explosion-proof/ATEX setups), always consult with your engineering partner to customize other power lobe pumps to match your exact system demands.
Frequently Asked Questions
Q1: How is a lobe pump different from other pumps?
A: Lobe pumps are positive displacement pumps that excel at handling viscous fluids and solids. They can run dry for short periods and operate in reverse, making them more versatile than centrifugal pumps or gear pumps in food, beverage, and chemical applications.
Q2: Why does my lobe pump seize when the chocolate syrup cools at night?
A: As chocolate syrup cools, it becomes much thicker and more viscous. This increased viscosity can cause the lobe pump to stall or seize. Keeping the syrup warm or maintaining a minimum temperature ensures smooth operation during night shifts.
Q3: Why does my lobe pump vibrate and make noise when switching from strawberry jam to blueberry concentrate?
A: Different fruit products vary in viscosity, particle size, and solids content. Blueberry concentrate may be thicker or have larger particles than strawberry jam, causing vibration and noise. Adjusting speed or using a lobe pump designed for higher solids can prevent these issues.
Q4: Can I use a rotary lobe pump for precise dosing like a metering pump?
A: Rotary lobe pumps can provide steady and repeatable flow, but they are not as precise as dedicated metering (dosing) pumps. They are better suited for bulk transfer of viscous or solid-containing fluids. For applications that require highly accurate chemical dosing or exact volume control, a Chemical diaphragm dosing pump is a better choice.
Overall, lobe pumps are versatile and find application in industries where the gentle, efficient, and contamination-free transfer of fluids, regardless of their viscosity or shear-sensitivity, is essential. Their ability to handle a wide range of substances makes them a valuable component in many manufacturing and processing operations. For more pump types and applications, please go to ATO.com.
