Energy Saving Servo System for Injection Molding Machine
Ⅰ. Introduction
For the plastics industry, power consumption is a major part of production cost,and since injection molding machine is one of major energy consumption devices of plastics fabricators, energy consumption of injection molding machine has become an efficient way to reduce cost of the injection molding industry and improve product competitiveness.
At present, most injection molding machines are hydraulic drive injection molding machines, and power of hydraulic power transmission system is provided by motors driving oil pumps. For changes during cycles of injection molding, flow and pressure needed by injection molding machines in different processes are different and they must depend on flow valve and pressure valve to adjust flow and pressure in different processes and load as well. Since dosing pump cannot adjust output power, spare power can only stay in plate. Moreover, leakage of oil circuit and consumption of oil in temperature rising can aggravate abrasion of various valves, cause over high oil temperature, over noisy of motors and life-span shortening of motors. In addition, designed volume ratio is generally much higher than actual demands, thus there is a phenomena of ''big horses pulling small vehicles'', causing waste of electric energy. Therefore, energy-saving transformation of injection molding motors is of great importance to reduce energy cost and improve competitiveness.
Ⅱ. Working principles of injection molding machine
Injection molding machine is a main device to make thermoplastic or thermosetting plastic into plastic products of various shapes by use of plastic moulds. Molding techniques of injection molding machine is a circular process and basic motions of each circular include mould locking-nozzle forward-glue injecting-pressure maintaining-glue melting-cooling-mould opening-product ejection-return of ejector rob-mould locking. Injection molding machine often adopts hydraulic transmission, and its structure includes injection device, devices of opening and closing mould, hydraulic transmission gears and electrical control gears. The role of the latter is to guarantee injection molding machine can work accurately and efficiently according to requirements (pressure, flow, temperature, time and position) and motion of each process. In traditional injection molding machines, hydraulic transmission gear is mainly constituted by oil pump, hydraulic control valve, pressure electromagnetic proportional valve, flow electromagnetic proportional valve, various action oil cylinders, oil pump motor and other hydraulic pressure accessories and pipelines, among which, oil pump is quantitative. Motors often provide rated power and revolving speed, and oil pump transforms mechanical energy input by motors into pressure energy and then transport hydraulic fluid with certain pressure and flow to hydraulic components of the hydraulic system to meet requirements of hydraulic actuators on energy to drive and load.
Ⅲ. Energy-saving principles of the servo system
1. Servo energy-saving
With the same oil pump and same system pressure, output power of oil pump is directly proportional to motor speed and torque. Traditional injection molding machine uses grade 4 motor with a rated speed of 1500, but the output speed cannot be adjusted. If it is replaced by controllable servo system, it can totally control speed according to current requirements of the system on flow and control torque output according to current demand on pressure. For example, for 64cc oil pump used by system of injection molding machine, the maximum pressure of the system is 175 bar and the output power of traditional oil pump is about 28kW. For ATO servo system, if the system requires a system pressure of 50% and a glue melting speed of 50% under the action of glue melting, output power at that time will be about 7KW, saving 75% of power.
2. Energy-saving of dynamic power factor compensation
Power factor of general dosing pumps is lower, between 0.6~0.8. However, after using ATO servo system, due to action of internal filtering capacitance of servo, power factor will be improved to above 0.9, thus reducing reactive loss and enhancing active power of power grid.
3. Energy-saving of soft starting
For general injection molding machine, since motors can be directly started or Y/△started, starting current will be 3-7 times of rated current, which will severely impact motor equipment and power grid of power supply and have a over high requirement on capacity of power grid, thus large current generated by starting and vibrations will do harm to service life of equipment. However, after using servo system, current control driven by servo can make starting current start from zero and make the maximum value will not surpass the maximum demand of the system on pressure, thus reducing impact on power grid and demand on capacity of power supply and extending service life of equipment and moulds.
Ⅳ. Principles of energy-saving transformation of injection molding machine
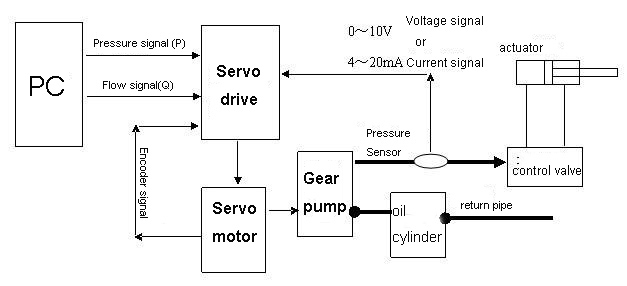
Illustrate the transformation process by taking dedicated servo system of injection molding machine: First, it should replace general asynchronous machine and dosing oil pump of the former system with servo motor and internal gear pump, add pressure transmitter in output direct pipes of oil pump and get rid of proportional pressure valve of the former system and corresponding amplifier board. Pick up analog signals whose pressure and flow are given from computer control of injection molding machine, transform them into 0-10V DC analog pressure signals through comprehensive processing and directly add them in input terminals of system pressure given signals and system flow given signals of servo drives, and connect pressure sensors in exit of oil pump with pressure feedback signal terminal of servo. Servo system can have PI adjustment through connected pressure and flow signals and change output torque and speed of servo motor so as to change output flow Qt and pressure p of oil pump to meet oil pressure and flow required by injection molding machine in various processes.
Energy saving effect of servo system in injection molding machine is remarkable with an average energy saving rate can reach to 60%, and moreover, pressure of the system starts fast, operation is reliable and stable, the protection function is strong, synchronous control is accurate and operation is easy and convenient, which can not only meet requirements of injection molding techniques and stabilize product quality and production but also reduce maintenance costs of equipment and create favorable economic benefits to users. Therefore, servo system is worthy to be widely applied in the injection molding industry.
If you are looking for a high torque servo motor and servo drive for injection molding machine, ATO.com can meet your needs.
