How to Stop Float Switch Failure in Chemicals?
Quick Answer: Float switches fail in chemical tanks mainly due to corrosion, scaling, and seal degradation. Choosing a chemically compatible material — PTFE or PVDF for corrosive media — and specifying IP67 or higher ingress protection significantly reduces failure risk. Regular inspection and cleaning prevent the remaining causes.
A float switch is a level control device that triggers an electrical signal as a float rises and falls with liquid level. In chemical environments, these devices control pumps, valves, and level alarms.
Float switch failure in chemical service is most commonly caused by corrosion, scaling, and seal degradation — and these problems tend to occur together.
Contents:
- Why Do Float Switches Fail in Chemical Tanks?
- How to Select Float Switch Materials for Chemicals?
- Which Float Switch Type Works better in Chemical Applications?
- How to Install Float Switches in Chemical Tanks?
- How to Maintain Float Switches in Chemical Service?
- Float Switch vs Other Level Sensors in Chemicals
- Frequently Asked Questions
- Conclusion
Why Do Float Switches Fail in Chemical Tanks?
Float switch failure in chemical environments usually involves more than one cause. These five failure modes account for the majority of cases.
- Chemical corrosion is the most frequent cause of float switch failure in chemical tanks. Acids, alkalis, and solvents attack the float housing, stem, and seals. Cracks allow liquid ingress, which causes buoyancy loss and electrical failure. The root cause is material incompatibility with the chemical medium.
- Scaling and deposit buildup blocks float movement. Particles, crystalline salts, or high-viscosity components deposit on the float and guide rod. Once deposits accumulate sufficiently, the float stops moving freely and the level signal is delayed or lost.
- Heat and pressure deformation occurs when process conditions exceed material limits. Temperatures above the rated maximum cause permanent float deformation. High pressure compresses the housing and alters buoyancy balance.
- Electrical seal failure allows chemical vapor into the terminal housing. Vapor tracks along the cable, corrodes internal contacts, and causes intermittent signals or short circuits.
- Wrong material selection causes premature failure before any other factor. Using a general-purpose float switch in corrosive media without compatibility verification produces visible damage within weeks.
How to Select Float Switch Materials for Chemicals?
Material selection is the single most important factor in float switch reliability for chemical service. The float body, stem, and seals must all be verified — not just the housing.
Chemical Compatibility Reference
| Material | Acid Resistance | Alkali Resistance | Solvent Resistance | Max Temp | Best For |
| PP | Good | Good | Fair | 80°C | Dilute acids, dilute alkalis, water treatment |
| PVDF | Excellent | Good | Good | 120°C | Strong acids, chlorides, organic solvents |
| PTFE | Excellent | Excellent | Excellent | 200°C | Concentrated acids, strong oxidizers, high-temp media |
| 316L Stainless Steel | Fair | Good | Fair | 300°C | Mildly corrosive liquids, food-grade use |
| Hastelloy C | Excellent | Excellent | Good | 400°C | Hydrochloric acid, sulfuric acid, strong oxidizers |
PTFE and PVDF are the most reliable materials for corrosive chemical applications. 316L stainless steel is suitable for mild corrosion only. Hastelloy C is the right choice when both strong acid resistance and high temperature are required.
What Should You Check Before Choosing a Float Switch Material?
Always confirm three factors before selecting a material: chemical composition and concentration, operating temperature, and system pressure. Always verify material compatibility using a chemical resistance chart before ordering.
If-Then Material Selection Rules
- If medium is dilute acid or dilute alkali → PP is adequate
- If medium is strong acid, chloride solution, or organic solvent → use PVDF (such as a magnetic float level switch)
- If medium is concentrated acid or strong oxidizer, or temperature exceeds 120°C → use PTFE
- If medium is mildly corrosive and temperature is below 300°C → 316L stainless steel may be suitable
- If medium is hydrochloric acid, sulfuric acid, or a strong oxidizer at high temperature → use Hastelloy C

Which Float Switch Type Works better in Chemical Applications?
Not all float switch types perform equally in chemical service. The right type depends on media corrosivity, viscosity, and tank conditions.
Float Switch Type Comparison
| Type | Chemical Suitability | Main Limitation |
| Standard float switch | Low-corrosion media only | Exposed mechanism, limited corrosion resistance |
| Magnetic float switch | Moderate to high corrosion | Prone to sticking in high-viscosity liquids |
| Guided rod float switch | Foamy or turbulent media | Guide rod must also be chemically compatible |
| Cable float switch | Large tanks, low-corrosion media | Not suitable for high-viscosity or strongly corrosive media |
Magnetic float switches with a fully enclosed PTFE or PVDF housing are the most suitable type for strongly corrosive chemical service. Guided rod switches are better where foam or turbulence would destabilize a free-hanging float.
What IP Rating Is Needed for Chemical Float Switches?
IP65 is the minimum ingress protection rating for chemical liquid service. Use IP67 or IP68 where chemical vapor is present, liquid splashing is likely, or the switch operates below the liquid surface. Insufficient ingress protection is one of the most common causes of electrical failure in chemical environments.
How to Install Float Switches in Chemical Tanks?
Correct installation position and cable handling are as important as material selection for long-term reliability.
Where Should You Install a Float Switch in a Chemical Tank?
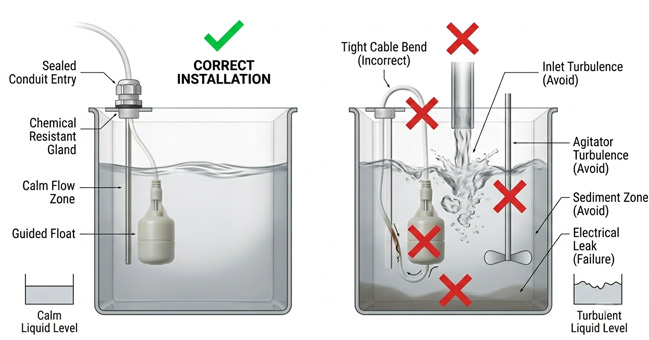
Install the switch where liquid flow is calm and steady. Avoid these four locations:
- Near liquid inlets — incoming flow oscillates the float and produces false signals
- Near agitators — turbulence prevents consistent float movement
- In foam-prone zones — foam causes the float to misread liquid level
- In tank dead zones — sediment accumulates and physically blocks float travel
Vertical vs. Horizontal Mounting
Vertical installation gives the most consistent signal repeatability. Horizontal side-wall installation is feasible but requires confirming the float's swing arc covers the intended level range.
How Should Cables Be Protected in Chemical Environments?
Use a chemically resistant cable jacket — industrial-grade PVC or PTFE sheathing. Seal all conduit entries with a corrosion-resistant cable gland. Inspect the junction box seal after completing wiring.
Four Installation Mistakes That Cause Early Failure
- Float travel is restricted after mounting, preventing a complete switching stroke
- Guide rod is the wrong length, leaving the float outside the effective level range
- Cable bend radius is too tight, causing jacket cracking over time
- No functional test is performed before connecting to the control system
After installation, manually simulate float travel to verify signal output before commissioning.
How to Maintain Float Switches in Chemical Service?
Regular maintenance extends service life and prevents unplanned shutdowns. Skipping maintenance accelerates corrosion and deposit buildup.
- At every planned shutdown: Check the float exterior for corrosion, cracks, or discoloration. Confirm the float moves freely through its full travel range.
- Quarterly: Clean deposits from the float and guide rod using a medium-compatible cleaning agent. Inspect the cable jacket for cracking or chemical attack.
- Every six months: Check the terminal housing seal for hardening or deformation. Verify the switch actuation point — if deviation exceeds 5% from the set level, adjust or replace.
- Annually: Run a full functional test covering both actuation points. Schedule replacement for switches showing thinned walls or hardened seals.
Consistent maintenance typically extends float switch service life by 2 to 3 years in chemical applications.
What Are the Early Warning Signs of Float Switch Failure?
- Level control response becomes delayed or stops entirely
- Pumps or valves cycle erratically without a corresponding level change
- Float switch signal becomes unstable or intermittently drops out
- Visual inspection reveals corrosion pitting or surface cracks
Address these signs immediately — waiting for complete failure increases operational risk.
Float Switch vs Other Level Sensors in Chemicals
Float switches perform reliably in mild to moderately corrosive conditions. In more demanding chemical environments, other technologies offer better reliability at lower maintenance cost.
Level Sensor Comparison
| Sensor Type | Suitable Media | Maintenance | Key Advantage | Key Limitation |
| Float switch | Low to moderately corrosive | Moderate | Simple, low cost | Not suited for high-viscosity, strongly corrosive, or foamy media |
| Capacitance sensor | Most liquids including corrosive | Low | No moving parts | Dielectric constant variation affects accuracy |
| Ultrasonic sensor | Non-contact, corrosive media | Low | No liquid contact | Foam and vapor interfere with signal |
| Radar sensor | Wide range, strongly corrosive | Low | High accuracy, low media sensitivity | Higher initial cost |
| Magnetostrictive sensor | Clean, low-corrosion liquids | Low | High precision, continuous output | Not suited for viscous or particulate media |
Non-contact sensors — ultrasonic and radar — are the most suitable replacements when float switches are no longer reliable in chemical environments. They have no wetted components and are immune to corrosion from the medium.
If-Then Sensor Selection Rules
- If medium is mildly corrosive and only point-level alarms are needed → float switch is sufficient
- If medium is strongly corrosive and maintenance access is limited → use ultrasonic or radar
- If continuous level output is required → capacitance, radar, or magnetostrictive sensor
- If liquid contains heavy solids or is highly viscous → non-contact sensor (ultrasonic or radar)
- If foam is present at the liquid surface → radar performs better than ultrasonic
Frequently Asked Questions
These frequently asked questions address common issues, selection criteria, and failure causes of float switches in chemical service.
Q1: What is the best float switch for corrosive chemicals?
A: A magnetic float switch with a fully enclosed PTFE or PVDF housing and IP67 ingress protection is the most suitable starting point. Always verify material compatibility using a chemical resistance chart for the specific medium, concentration, and temperature.
Q2: Can a float switch be used in acid or alkaline liquid?
A: Yes, with the correct material. PP or PVDF handles dilute acids and dilute alkalis. For concentrated acids or high-temperature strong alkalis, PTFE or Hastelloy C provides better resistance.
Q3: How long does a float switch last in chemical service?
A: With compatible materials, correct installation, and regular maintenance, service life is typically 2 to 5 years. In aggressive media, an annual condition assessment is advisable.
Q4: What causes a float switch to stick?
A: Sticking is caused by solid particle or salt deposits on the float and guide rod, high-viscosity liquid increasing movement resistance, or float deformation from corrosion limiting travel. Regular cleaning reduces sticking frequency.
Q5: Can I use a stainless steel float switch for chemicals?
A: 316L stainless steel handles mildly corrosive liquids such as dilute alkalis and brine. A side mounted float switch is suitable for liquid levels in water towers, oil tanks, and chemical industries with non-aggressive media.
Conclusion
Float switch failure in chemical service is preventable. The three factors that matter most are material compatibility with the medium, correct installation, and regular maintenance on schedule.
If the medium is strongly corrosive → choose PTFE or PVDF and specify IP67 or higher.
If maintenance access is limited → consider non-contact sensors as a long-term alternative.
Material verification at the selection stage is the most cost-effective step across the full service life. ATO Industrial Automation supplies float switches in a range of chemical-resistant materials, alongside capacitance, ultrasonic, and radar level sensors for demanding chemical applications. Contact us for selection support or technical guidance.
